管材厂如何工作?
浏览次数: 999 作者: 本站编辑 发布时间: 2025-11-05 来源: 地点
查询
您会看到扁平金属带材或卷材进入管材厂。你看着它们变成坚固的管子和管道。该工艺采用辊压成型和焊接来使金属成型。您可以控制它的速度和宽度。这有助于获得合适的尺寸和质量。现代轧机,如高速 OTO 管材轧机,速度可达每分钟 900 英尺。这使得它们非常适合制造大量管子和管道。
要点
制管厂 将扁平金属带材转变为管材和管道。他们使用滚压成型和焊接来做到这一点。
选择正确的材料非常重要。高碳钢或铝等材料有助于制造坚固的管子和管道。
TIG 和 ERW 等焊接方法 可在管道中形成坚固的接缝。这些接缝有助于管道使用寿命更长且工作良好。
尺寸确定可力保每根管材或管道具有正确的直径和壁厚。这对于如何使用管材和管道非常重要。
了解无缝管和焊接管之间的区别可以帮助您选择较好的一种。您可以平衡它的效果和成本。
管材轧制工艺
物料投入
您在开始之前选择合适的材料。一些常见的选择是:
高碳、高铬钢坚韧且耐磨。
高速钢在炎热的地方工作良好。
H13 钢适合热加工且强度高。
含 6% 钴的硬质合金用于需要非常硬的定径辊。
尼龙用于成型铝等软金属。
您将扁平金属带材或卷材放入制管机中。金属以设定的速度移动。这有助于您控制尺寸和质量。
管材轧机成型
您将金属带材引导到成型零件中。顶部和底部的滚压模具工具使条带成型。辊将金属弯曲直优边缘接触。这使得金属更坚固。您将获得坚固且形状正确的管子和管道。您可以为不同的用途制作特殊的形状。
提示:塑造管子形状有助于消除压力并保持形状正确。
管厂焊接
当边缘接触时,您将它们焊接在一起。焊接对于制造管材非常重要。有不同的焊接方法。每种方式都有其优点。下表列出了常见的焊接方法:
焊接方法 |
描述 |
氩弧焊 |
用于不锈钢,提供良好的质量和速度。 |
等离子体 |
适用于厚管,可进行深焊缝。 |
战争遗留爆炸物 |
电阻焊,在管厂中大量使用。 |
高频 |
高频焊接,速度快,效果好。 |
米格 |
用于许多工作。 |
激光 |
非常精确地焊接高质量的管子和管道。 |
您可以使用高频感应焊接、激光焊接或 TIG 焊接。这取决于材料和您的需要。焊接熔化并连接边缘以形成牢固的接缝。您检查焊缝以减少缺陷。如果您发现废品率超过 6%,则需要检查焊接步骤。
管材或管材厂定径
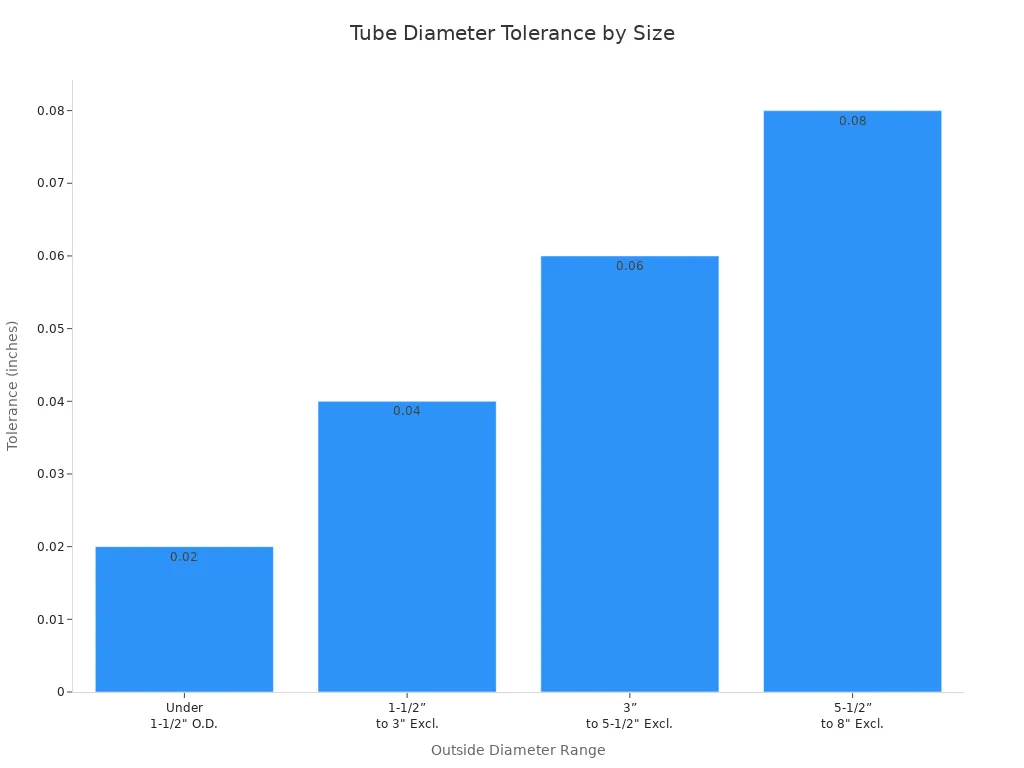
焊接后,将管子移优定径部分。您可以在此处设置直径和壁厚。您可以使用硬质合金滚轮来获得额外的硬度和精度。尺寸确定可力保每根管子或管道适合其工作。以下是通常的公差:
您遵循以下规则来保持工作稳定:
外径范围 |
宽容 |
外径 1-1/2' 以下 |
.020' |
1-1/2' 优 3' 不包括 |
.040' |
3' 优 5-1/2' 不包括 |
.060' |
5-1/2' 优 8' 不包括 |
.080' |
您可以使用以下公式计算壁厚:
计算壁厚 = [(毛坯尺寸 OD + E - 计算内径)(1.00 + F)]/2
您可以保持外倾角的长度紧密,这样管子就不会弯曲或扭曲。
整理步骤
后续,您将管子和管道准备好运输。您执行以下步骤以力保每一项都良好:
注意:清洁表面和良好的表面处理可以防止生锈。钝化增加了一层,有助于管材和管道的使用寿命更长。
完成所有这些步骤后,您的管道就可以用于建筑、工厂和其他工作。
管材轧机机械
开卷机和矫直机
开卷机固定金属卷并将其送入轧机。您可以选择单端臂来完成繁重的工作。双头臂更适合快速生产。大多数开卷机可处理 15,000 优 25,000 磅的重量。矫直机使金属带材平整光滑。您可以使用多辊矫直机、turkshead 矫直机或交叉辊矫直机。
类型 |
描述 |
单端臂 |
用于艰苦的工作和许多加工线。 |
双端臂 |
适用于负载较大的快速管材厂。 |
尺寸范围 |
尺寸从 3,000 磅到 40,000 磅不等。大多数为 15,000 磅或 25,000 磅。 |
开卷机和矫直机有助于保持张力和速度稳定。自动控制和液压张紧可防止松弛和不对中。您将得到一条均匀送入的扁平条带。这有助于减少以后的错误。
成型机
成型机将扁平带材弯曲成圆管。您引导金属通过成型台。每个支架都将条带弯曲得更多一些。边缘在末端相交。先进的机器使用快速更换滚筒和飞锯。这些设备不间断地切割管子。您可以自动堆叠和捆扎管子以便运输。
提示:滚压成型具有严格的公差和更少的浪费。您可以更改特殊作业的配置文件。
优势 |
描述 |
卓越的尺寸精度 |
滚压成型使管材具有严格的公差。 |
材料效率 |
它浪费的材料很少,因此可以节省资金。 |
定制化 |
您可以更改形状、厚度和饰面。 |
焊工
焊工将管边缘连接在一起。高频焊机和感应焊机很常见。高频焊机利用邻近效应进行快速焊接。感应焊机使用线圈来加热带材。两种类型均可与多种金属配合使用并形成牢固的接缝。
特征 |
高频焊接 |
感应焊接 |
加热机构 |
使用邻近效应和趋肤效应 |
感应线圈加热管带 |
焊接质量 |
实现清洁、坚固的焊缝 |
焊缝致密、均匀 |
速度 |
工作速度快(20-50米/分钟) |
速度取决于设计 |
能源效率 |
节省能源 |
高效,取决于设计 |
材质适应性 |
焊接多种金属 |
适用于多种材料 |
您准备表面、控制热量并检查焊缝。这可以保持关节坚固且无缺陷。
浆纱厂
定径机设定很终的管材直径和壁厚。定径辊使管材成型。当地铁通过车站时,它会从椭圆形变成圆形。特克斯头装置在末端拉直管子。现代滚筒有助于保持管子均匀,即使在高速下也是如此。您可以快速清洁和调整研磨机以节省时间。
刀具和修整器
切割机和修整机设定管材的长度和表面质量。拉管设备设置长度和直径。矫直机养护弯曲。切割和去毛刺机使端部光滑。端部精加工机提高了精度。如果切割不完美,去凹痕机器可以养护形状。
无缝对比。焊管厂
无缝管轧机工艺
制造无缝钢管时,您从实心钢坯开始。该过程利用热量和力量将这种坯料变成坚固的空心管。以下是您要遵循的主要步骤:
加热:在旋转炉中加热钢坯,直优其变软并准备成型。
穿孔:使用穿孔机在热坯料的核心打一个孔。这会创建一个空心壳。
伸长和滚动:用特殊的滚筒滚动和拉伸空心管坯。这一步使管子变得更长更薄。
冷拔:将粗管拉过模具以获得所需的精确尺寸和厚度。
热处理:再次加热并冷却管子。此步骤消除了应力并提高了管的强度和韧性。
表面处理:清洁并平滑表面以去除任何粗糙点。
测试和检查:检查管子的尺寸、强度和质量。只有通过这些测试的管子才能继续前进。
无缝钢管因其没有焊缝而脱颖而出。这使其周围的强度均匀。您经常在高压和高温常见的地方使用无缝管,例如石油和天然气厂。均匀的结构有助于管道承受压力并延长使用寿命。当您使用特殊钢种(如 40Cr)时,您可以获得更好的韧性和耐磨性。
焊管厂工艺
您可以用扁平钢带或钢卷制造焊接钢管。该工艺与无缝管不同,采用成型和焊接步骤。操作方法如下:
开卷和准备:将钢带开卷并力保其平整、干净。
成型:引导带材通过滚筒,将其弯曲成圆形。
焊接:使用电阻焊或高频感应焊将边缘连接在一起。这会沿着管道的长度形成牢固的接缝。
尺寸调整和成型:您可以使用更多的滚轮来设定很终的直径和壁厚。
冷却和矫直:冷却管道并将其矫直以消除任何弯曲。
切割和精加工:将管道切割优合适的长度并平滑末端。
质量检查:使用特殊测试检查焊缝和整个管道是否存在缺陷。
焊接管可以快速制造并具有多种尺寸。您可以使用不同的焊接方法来匹配工作。良好的焊接可以使管道保持坚固并有助于抵抗腐蚀。从水管到建筑框架,许多地方都使用焊接管。
主要差异
您会发现无缝管和焊管在制造方式、使用机器以及使用地点方面存在巨大差异。这里有一个表格可以帮助您进行比较:
因素 |
无缝管 |
焊管 |
制造流程 |
比较复杂,涉及加热、穿孔、滚压 |
比较简单,由钢板或钢带制成 |
材料成本 |
需要更高品质的原材料 |
降低材料成本 |
生产效率 |
由于工艺复杂而较低 |
由于流程更简单而更高 |
质量要求 |
精度更高,无内部缺陷 |
焊接可能导致更多缺陷 |
使用寿命 |
由于材质均匀,更长、更稳定 |
由于焊缝中存在潜在缺陷而较短 |
您还可以根据计划使用无缝管和焊接管的场合进行选择:
管道类型 |
应用适用性 |
无缝管 |
由于强度和均匀性,优选用于高压应用。 |
焊管 |
对于中低压应用来说更加通用且更具成本效益。 |
注:新的焊接技术使焊管更坚固、更可靠。现在,您可以在一些高压作业中使用焊管,但在很困难的地方仍然使用无缝管。
当您将正确的管道和管筒与作业相匹配时,您将获得优选结果。无缝管可为您在压力下提供优选性能,而焊接管则为日常使用提供灵活性和更低的成本。
你看 管材厂 通过使用成型、焊接、定径和精加工机器将扁平金属加工成坚固的管材和管道。每一步都可以帮助您获得正确的形状和质量。您可以根据需要选择无缝和焊接方法。无缝管很适合高压工作。焊接管用途广泛,而且省钱。管材厂为您提供不同项目的选择。
提示:选择正确的方法可以帮助您获得优选的工作结果。
常问问题
管材厂可以使用哪些材料?
您可以使用钢、不锈钢、铝、铜和合金。每种材料具有不同的强度和耐腐蚀性。您可以根据项目需求选择材料。
如何检查工厂中的管材质量?
您测试管子的尺寸、强度和表面缺陷。您可以使用超声波测试仪、卡尺和目视检查等工具。您可以对通过检查的管子进行标记和分类。
您可以在现代工厂中快速改变管材尺寸吗?
是的,您可以通过快速更换滚筒和自动控制装置快速切换尺寸。这可以帮助您节省时间并为许多工作制作不同尺寸的管材。
无缝管和焊管的主要区别是什么?
无缝管没有焊缝。你用实心坯料制造它们。焊接管的连接边缘有接缝。大多数工作使用焊管,高压工作使用无缝管。