* Svijetla definicija žarenja
Svijetlo žarenje (BA) znači da se materijal od nehrđajućeg čelika zagrijava u zatvorenoj peći u reducirajućoj atmosferi inertnog plina i običnog vodika. Nakon brzog žarenja i brzog hlađenja, vanjska površina nehrđajućeg čelika ima zaštitni sloj, koji nema odraz u okruženju na otvorenom. Ovaj sloj odolijeva korozivnom napadu. Općenito, površina materijala je glađa i svjetlija.
* Svijetla žarište čelične cijevi
Čelična cijev se obrađuje nakon svijetlog žarenja. U ovom su procesu neki čimbenici vrlo važni za kvalitetu čelične cijevi. Ako je proces svijetlog žarenja nepravilan, to će dovesti do pukotina, što može korodirati. Fleksibilna cijev obično je u svijetlom žaruljenom stanju.

* Priprema prije svijetlog žarenja
Površina cijevi mora biti čista i bez drugih stranih predmeta, svaki materijal koji ostaje na površini cijevi prouzročit će oštećenja tijekom obrade.
Stoga, nakon razumijevanja detaljnih potreba kupca, ako kupac želi proizvesti industrijske cijevi s dodanom vrijednom vrijednošću, općenito preporučujemo dodavanje postupka čišćenja prije svijetlog žarenja. Čelična cijev se očisti od mrlja od prljavštine i ulja s toplom vodom, a zatim se brzo osuši u tijelu peći radi toplinske obrade, a svijetli učinak bit će bolji.
* Zaštitna atmosfera
Atmosfera žarenja trebala bi biti bez kisika, tvoreći stanje vakuuma. Zaštitni plin je obično suhi vodik ili argon za svjetliji učinak.
* Temperatura žarenja
Temperatura žarenja treba odrediti prema različitim stupnjevima od nehrđajućeg čelika. Općenito, temperatura žarenja austenitnog čelika je najmanje 1040 stupnjeva, a vrijeme natapanja nije važno. Za svjetliji izgled potrebne su veće temperature. Toplina što je brže moguće, spora toplina uzrokovat će oksidaciju.
Neki feritni nehrđajući čelici zahtijevaju niže temperature žarenja, poput TP439, koje se ne mogu učinkovito žaliti, a gašenje vode formirat će oksidne ljestvice.
Nakon svijetlog žarenja, uđite u posljednji korak dimenzija i ispravljanja, površina cijevi od nehrđajućeg čelika predstavlja svijetli izgled, a svijetle žarene cijevi ne treba biti ukiseljena.
* Svrha i prednosti svijetlog žarenja:
1) Uklonite otvrdnjavanje rada i dobijte zadovoljavajuću metalografsku strukturu.
2) Dobivanje svijetle površine koja ne oksidira i otporna na koroziju.
3) Svijetli tretman održava valjanu površinu glatku, a svijetla površina može se dobiti bez nakon tretmana.
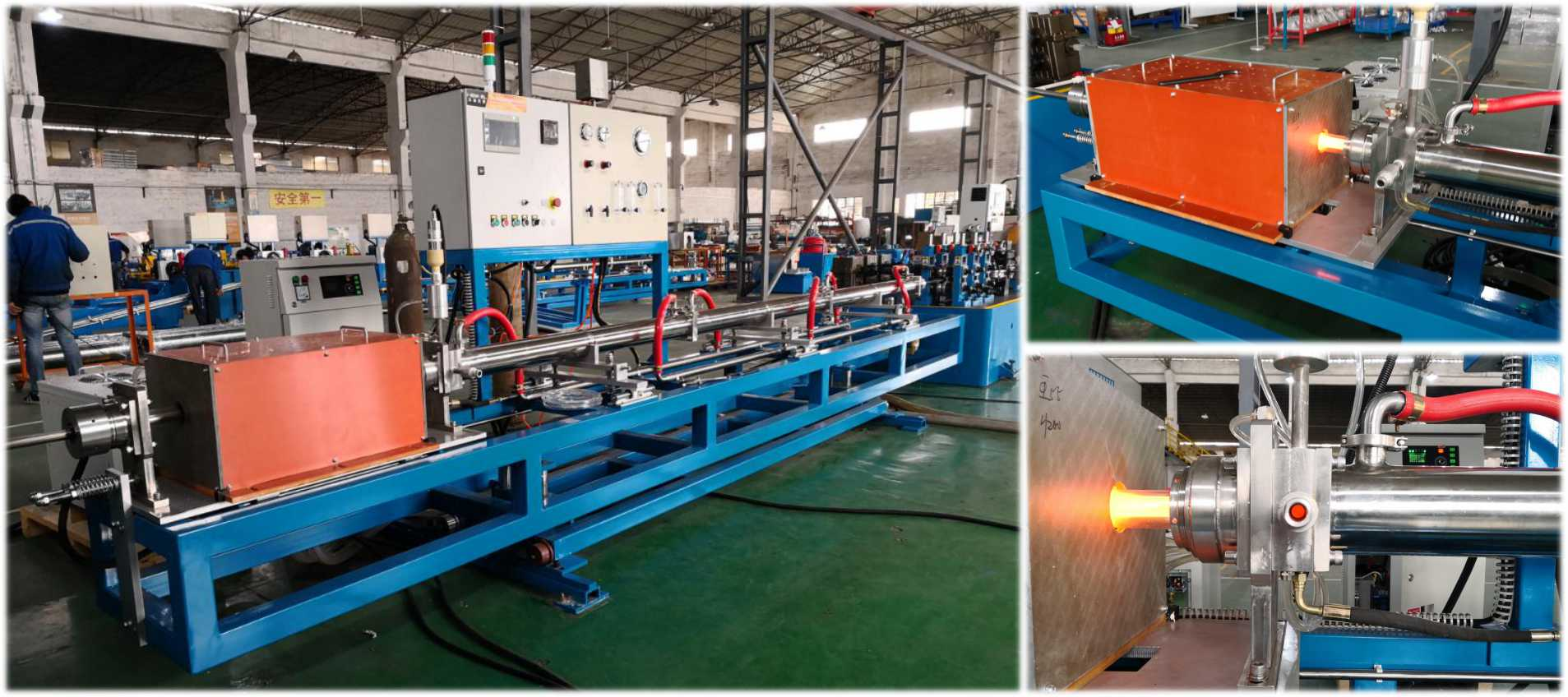
Peći svijetle otopine obično su podijeljene u dvije vrste. Jedna je peć za muffle tipa, a druga je internetska oprema za žarenje s jednim cijevi. Općenito, peć za muffle tipa Mesh može obraditi čelične cijevi u velikim količinama s visokom učinkovitošću. No, nedostaci peći za prigušivanje također su očigledni. Zbog velike unutrašnjosti tijela peći, vrijeme predgrijavanja mora biti vrlo dugo, tako da je potrošnja energije također ogromna. Nadalje, zbog lošeg brtvljenja, također će koristiti veliku količinu zaštitnog plina, ali posvjetljujući učinak je nezadovoljavajući. Nema Internetska kontinuirana peć s jednim cijevima gore navedenih nedostataka. Stoga će to biti bolji izbor za proizvođače koji žele proizvesti čelične cijevi s visokom vrijednošću ili žele ući na tržište čeličnih cijevi vrhunskih. Hangao Tech (Seko Machinery) također ima dva različita modela. Tip Zhijin je više štedljiv i ekološki prihvatljiv, a tip toplinske izolacije može dobiti bolji efekt svjetla.












