* ДЕФИНИЦИЈА СВЕТЛОГ ЖРИВА
Светло гоњење (БА) значи да се материјал од нехрђајућег челика загрева у затвореној пећи у смањеној атмосфери инертног гаса и обичног водоника. Након брзог жарења и брзог хлађења, спољна површина нехрђајућег челика има заштитни слој који нема одраз у отвореном ваздушном окружењу. Овај слој се опира корозивним нападом. Опћенито, површина материјала је глађа и светлија.
* Светла жаротворена челична цев
Челична цев се обрађује након светле жарења. У овом процесу, неки фактори су веома важни за квалитет челичне цеви. Ако је процес светлих жара неправилан, то ће довести до пукотина, који могу да кородирају. Флексибилна цев је обично у светло запаљеном стању.

* Припрема пре јарко жарења
Површина цеви мора бити чиста и без других страних објеката, било који материјал остављен на површини цеви проузроковати оштећења током обраде.
Стога након разумевања детаљних потреба купаца, ако купац жели да произведе индустријске цеви са додатом великом додатом вредности, ми генерално препоручујемо додавање процеса чишћења пре ведрег жарења. Челична цев је очишћена од прљавштине и нафтне мрље са топлом водом, а затим брзо осушена у тело пећи за топлотну обраду и светли ефекат ће бити бољи.
* Заштитна атмосфера
Атмосфера за жарење треба да буде без кисеоника, формирајући вакуумско стање. Заштитни гас је обично суви водоник или аргон за светлији ефекат.
* Температура жарења
Температура жарења треба одредити према различитим оценама од нехрђајућег челика. Генерално, температура жарења аустеничног челика је најмање 1040 степени, а време натапања није важно. Веће температуре су неопходне за светлији наступ. Топлота што је брже могуће, споро топлота ће изазвати оксидацију.
Неки феритни нехрђајући челици захтевају ниже жаруљене температуре, као што су ТП439, што не може бити ефективно ведро жарење, а угашење воде ће формирати оксидне ваге.
Након светла жарења, унесите последњи корак димензионирања и исправљање, површина цеви од нехрђајућег челика представља сјајну изглед, а светла жанела цев не треба да се боре.
* Сврха и предности светле жарења:
1) Елиминисати очвршћавање рада и добити задовољавајућу металографску структуру.
2) Добијте светлу, несидирајућу и корозивну површину отпорну на корозију.
3) Светли третман чува површину котрљања глатка, а светла површина се може добити без пост-третмана.
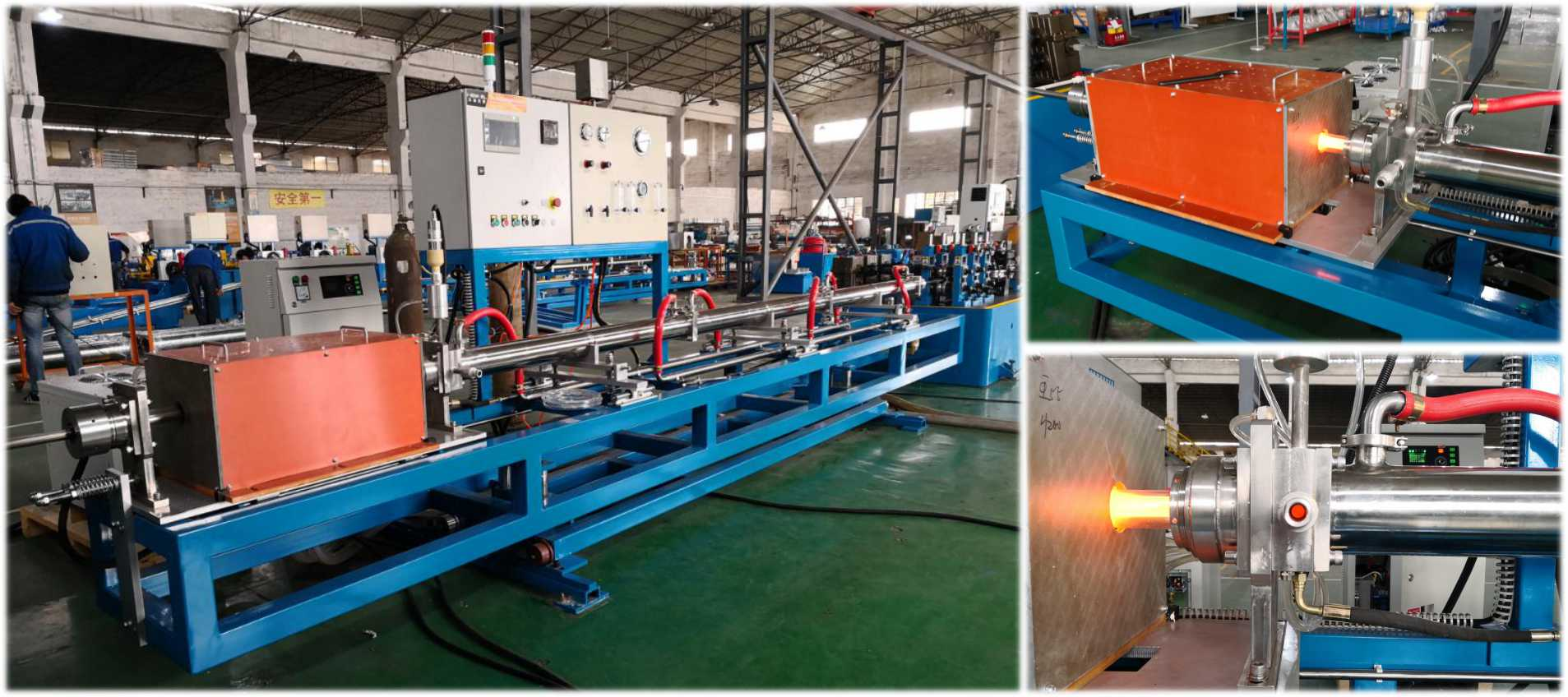
Светли пећи за растворе обично су подељени у две врсте. Један је мушка мрежа мрежице, а друга је јединствена опрема за вране на мрежи. Генерално, месну мрежну пригушивач може обрадити челичне цеви у великим количинама са високом ефикасношћу. Али недостаци пригушене пећи су такође очигледни. Због великог унутрашњости тела пећи, време загревања мора бити веома дуго, тако да је потрошња енергије такође огроман. Штавише, због лошег заптивања, такође ће користити велику количину заштитног гаса, али ефекат залепљених је незадовољавајући. Не Онлине једнокритична континуирана пећ за сјајно ведро има горе наведене недостатке. Стога ће бити бољи избор произвођача који желе да произведу челичне цеви са високим вредностима или желе да уђу на тржиште цеви за врхунско челик. ХАНГАО ТЕЦХ (СЕКО Мацхинери) такође има два различита модела да бирају. Тип зхијина је више уштеде енергије и еколошки прихватљиво, а тип топлотне изолације може добити бољи ефекат светлости.












