Općenito, postupak zavarivanja cijevi sanitarnog i nehrđajućeg čelika, koristeći metodu zavarivanja Argona. Trenutno je najzreliji postupak za zavarene cijevi od nehrđajućeg čelika u industriji i dalje uglavnom zavarivanje Arc ARC.
Tig zavarivanje
Cijevi zavarene od nehrđajućeg čelika zahtijevaju duboku prodor, bez inkluzija oksida i što je moguće malu zona pogođenu toplinom. Volfram inertni plin zavarivanje Argon ARC zavarivanje ima dobru prilagodljivost, visoku kvalitetu zavarivanja i dobre performanse prodora. Njegovi se proizvodi široko koriste u kemijskoj industriji. , Nuklearna industrija i prehrambena industrija široko se koriste.
Prije zavarivanja, cjevovod treba očistiti plinom. Nakon zavarivanja, spoj za zavarivanje treba pregledati i testirati pritisak, a zatim se cjevovod treba očistiti dva puta (dušik se može koristiti za plin za čišćenje), a zatim namočiti cjevovod čistom vodom. U čistu vodu dodajte otopinu natrijevog hipoklorita, a nakon natapanja cjevovod ponovo isperite cjevovod dok u vodi za ispiranje ne ostane otopina natrijevog hipoklorita. Cijevi od nehrđajućeg čelika zavarene na ovaj način ispunjavaju međunarodne standarde sanitarnih cijevi od nehrđajućeg čelika, koje su trenutno u inozemstvu. Sanitarne i nehrđajuće cijevi uglavnom su sterilizirane ultraljubičastim zrakama nakon zavarivanja, a zavarivanje Argon ARC je i dalje pogodno za zavarivanje. Nehrđajući čelik se široko koristi u prehrambenoj opremi (posebno cijevi od nehrđajućeg čelika od nehrđajućeg čelika higijene), od kojih je većina austenitski nehrđajući čelik, a njegova proizvodnja u velikoj je mjeri dovršena postupkom zavarivanja.
Zavarivanje visoke frekvencije
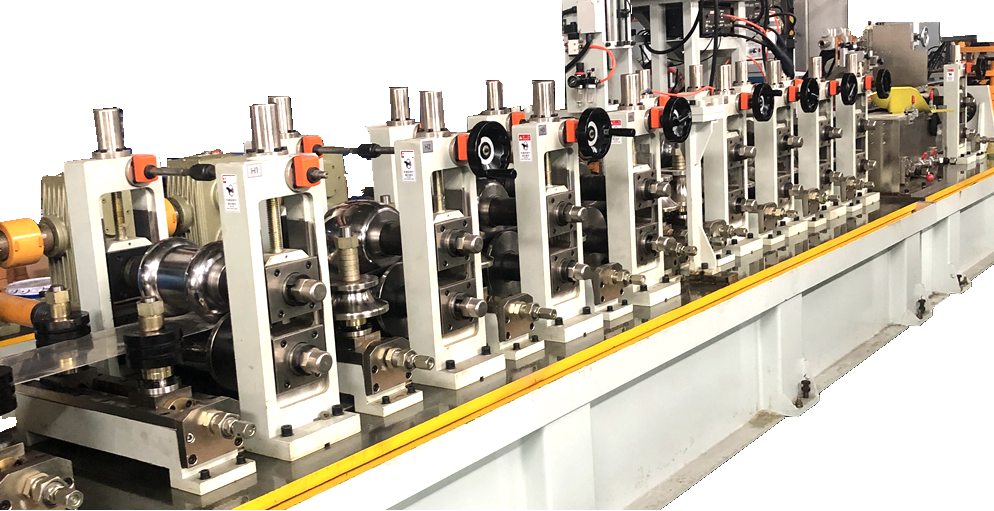
Visokofrekventno zavarivanje korišteno je u proizvodnji cijevi zavarenih ugljičnim čelikom više od 40 godina, ali upotreba sanitarnih cijevi od nehrđajućeg čelika za zavarivanje cijevi od nehrđajućeg čelika relativno je nova tehnologija. Ekonomija njegove proizvodnje čini svoje proizvode šire korištene u područjima arhitektonskog ukrašavanja, kućanskih aparata i mehaničkih struktura. Njegova je prednost u tome što je brzina proizvodnje brza, ali nedostatak je također očit. Kad se zavarivanje visokofrekventnog čelika koristi za obradu nehrđajućeg čelika, ako tehničko iskustvo osoblja za uklanjanje pogrešaka nije dovoljno bogato, vrlo je vjerojatno da će se perforacija često pojaviti, a potrošni materijal će se uvelike povećati.

Lasersko zavarivanje
Lasersko zavarivanje je metoda zavarivanja koja koristi toplinu generiranu bombardiranjem zavarivanja fokusiranim laserskim zrakom kao izvorom energije. Zbog optičkih svojstava laserske svjetlosti kao što su refrakcija i fokusiranje, lasersko zavarivanje vrlo je pogodno za zavarivanje mikro dijelova i dijelova s lošom pristupačnošću. Lasersko zavarivanje također ima karakteristike niskog unosa topline, male deformacije zavarivanja, a na njih ne utječu elektromagnetska polja, međutim, trenutno se lasersko zavarivanje nije široko koristilo u polju zavarenih cijevi od nehrđajućeg čelika. Uglavnom zbog visoke cijene lasera i niske učinkovitosti pretvorbe elektro-optičke. Među njima je visoki ulazni trošak strojeva i opreme ključni faktor ograničenja. Međutim, predvidivo je da će lasersko zavarivanje biti budući razvoj industrije. Stroj za izradu cijevi za lasersko zavarivanje za prodaju Proizvodnu liniju je i fokus Hangao Tech (Seko Machinery) posljednjih godina













